










加工傳力接頭產品要選擇適合的方法
加工傳力接頭產品能力并不一定意味著,選擇所有的加工傳力接頭產品方法都要根據上述信息。
然而,在選擇加工傳力接頭產品方法中對信息考慮得越多,結果就越完善。對于常規工藝過程設計(使用人工設計員),所有加工傳力接頭產品能力的信息不是來自經驗,就是來自手冊中的表格和指南針,計算機輔助工藝過程設計系統的功能就是以加工傳力接頭產品能力,信息為基礎的。純修訂式機輔設計系統是一種純檢素式系統,它舉似于以度驗為基礎的設計。在修訂式機輔工藝過程設計系統中,標準工藝規程是按零件形狀分類存儲的,隨后,就可以按編碼零件的相似性來檢索。只有某些非常基本的數據,例如估計加工傳力接頭、伸縮器產品產品時間一才在這個系統中進行計算。但是,創成式機輔設計系統則通過軟件程序邏輯來制訂加工傳力接頭產品過程、選擇工具以及作其它決策等。
為了選擇合適的加工傳力接頭產品方法,工能力數據就必須存儲在這個系統中。工藝過程選擇的基本機理將在第四章中討論。由于加干熊力的數據知取決手設計方法,所以,工藝過程選擇機理和加工傳力接頭產品能力信息。
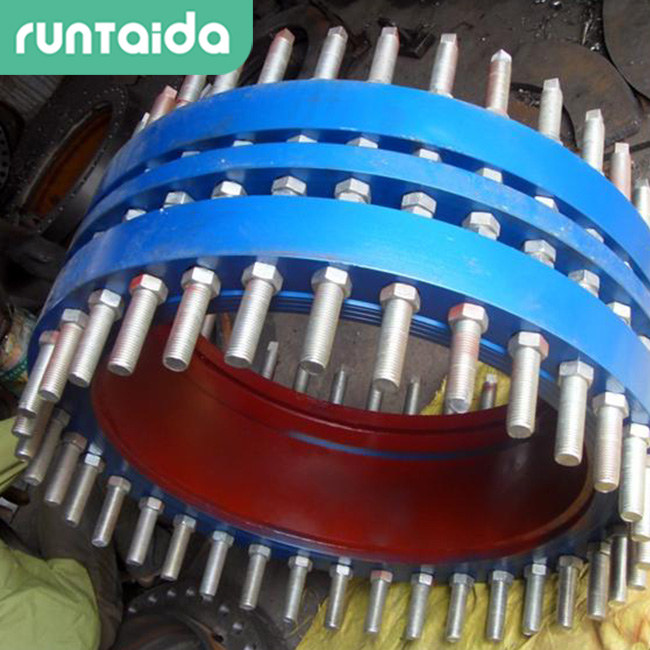
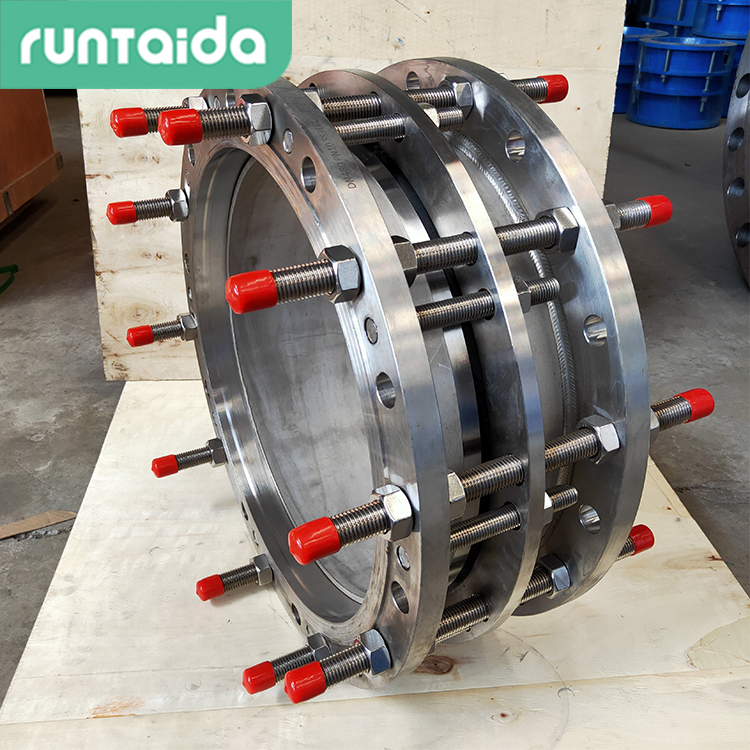
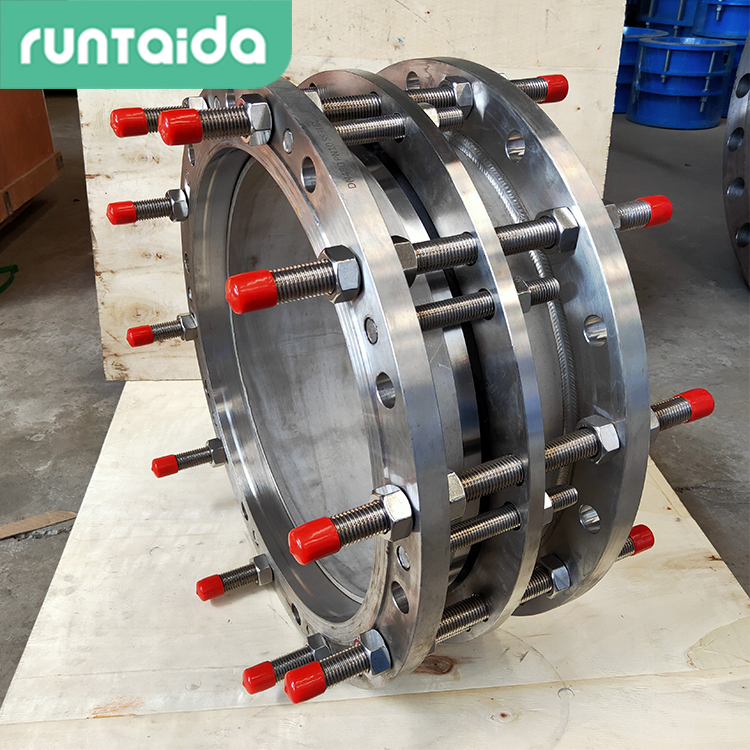
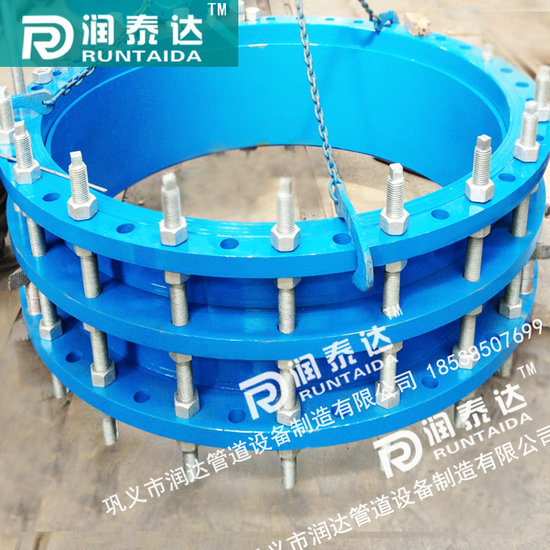
單法蘭松套傳力接頭的結構與連接
單法蘭松套傳力接頭由法蘭式松套伸縮接頭和短管法蘭、傳力螺桿等構件組成。單法蘭松套傳力接頭能傳遞被連接件的壓力推力(盲板力)和補償管路安裝誤差,不能吸收軸向位移主要用于與泵、閥門等附件的松套連接。
單法蘭松套傳力接頭屬金屬制造品,其有較高的抗拉和抗壓強度,軟密封性能優越,裝卸方便等功能,常被應用于電力,冶金、給排水和污水處理等行業,主要作用于水泵與閥門和管道之間的連接、單法蘭松套傳力接頭在管道運行中有一定的多向位移作用,可以緩解管道運行中的盲板推力,對管道起到一定保護作用,特別是對管道的安裝和維修提供了極大的便利,但是在水泵出口處和管道轉角處應采用傳力接頭,因為傳力接頭通過傳力螺栓(即全絲螺栓)能把啟泵時的盲板推力傳導到泵和管道各部位,避免推力集中于管道或泵的近端發生沖擊力損傷設備。
|
公稱通徑 |
伸縮量 |
最小長度 |
最大長度 |
安裝長度 |
|
40 |
250 |
400 |
650 |
525 |
|
50 |
250 |
400 |
650 |
525 |
|
65 |
250 |
420 |
670 |
545 |
|
80 |
250 |
420 |
670 |
545 |
|
100 |
250 |
435 |
685 |
560 |
|
125 |
250 |
435 |
685 |
560 |
|
150 |
250 |
435 |
685 |
560 |
|
200 |
260 |
460 |
720 |
590 |
|
250 |
260 |
460 |
720 |
590 |
|
300 |
270 |
490 |
760 |
625 |
|
350 |
270 |
490 |
760 |
625 |
|
400 |
280 |
520 |
800 |
660 |
|
450 |
280 |
520 |
800 |
660 |
|
500 |
300 |
550 |
850 |
700 |
|
600 |
310 |
570 |
880 |
725 |
|
700 |
320 |
605 |
925 |
765 |
|
900 |
330 |
640 |
970 |
805 |
|
1000 |
350 |
700 |
1050 |
875 |
|
1200 |
360 |
740 |
1100 |
920 |
|
1400 |
370 |
780 |
1150 |
965 |
|
1600 |
380 |
820 |
1200 |
1010 |
- 上一篇:保證生產傳力接頭產品組裝精度的工藝方法 2017/2/15
- 下一篇:鋼筋混凝土輸水管溫度沉陷伸縮接頭的新結構 2017/2/14