

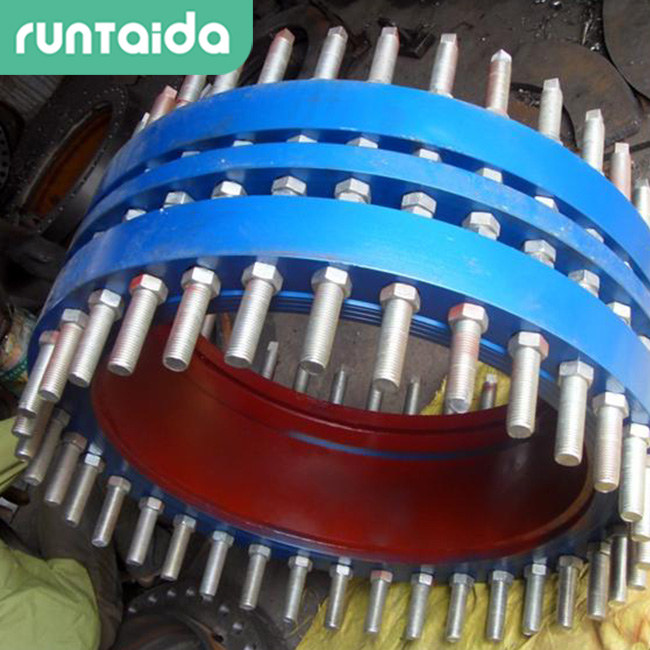









雙法蘭傳力接頭采用線切割工藝時的注意事項
2017-3-6 9:14:56??????點擊:
雙法蘭傳力接頭采用線切割工藝時,切割工藝應適用于被切割材料,不應出現裂紋等危害性缺陷。切割前應進行材料標記移植,以防材料混用。 碳鋼Q235鋼板不再進行機械加工時,應將切割面上的氧化皮、熔渣、飛濺物等清除干凈,并將切割面處理平整。 機械沖剪后的鋼材邊緣不得有裂紋、毛刺和缺棱現象。碳素鋼在環境溫度低于-20℃,合金鋼在環境溫度低于O℃時,不宜采用機械沖剪。
對線切割后產生裂紋的鋼板,焊后應立即進行熱處理,否則應做后熱處理。 雙法蘭傳力接頭的焊后熱處理應按照DL/T 752的規定進行,但焊后熱處理的最高,恒溫溫度應比兩側母材及焊縫熔敷金屬三者中最低 溫度低20℃~30℃。
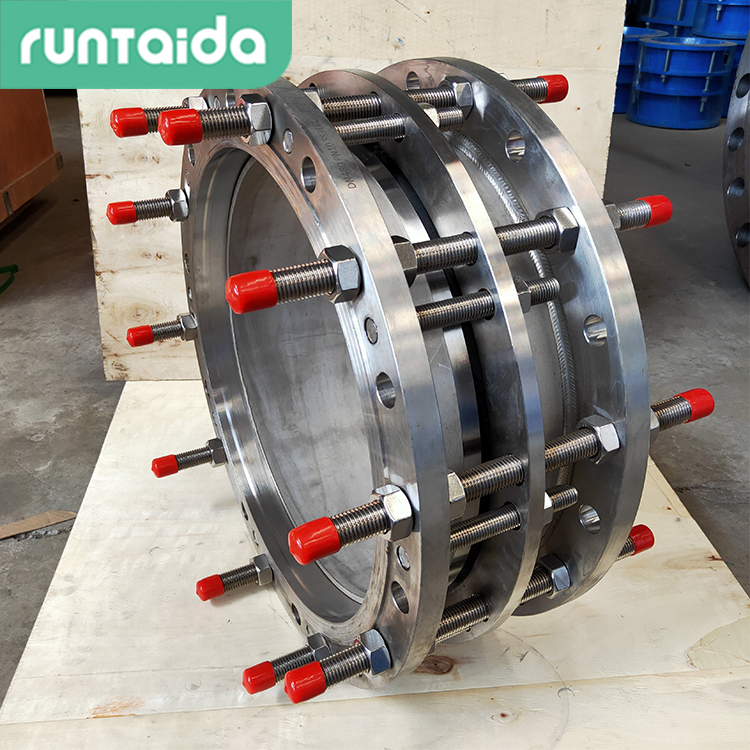
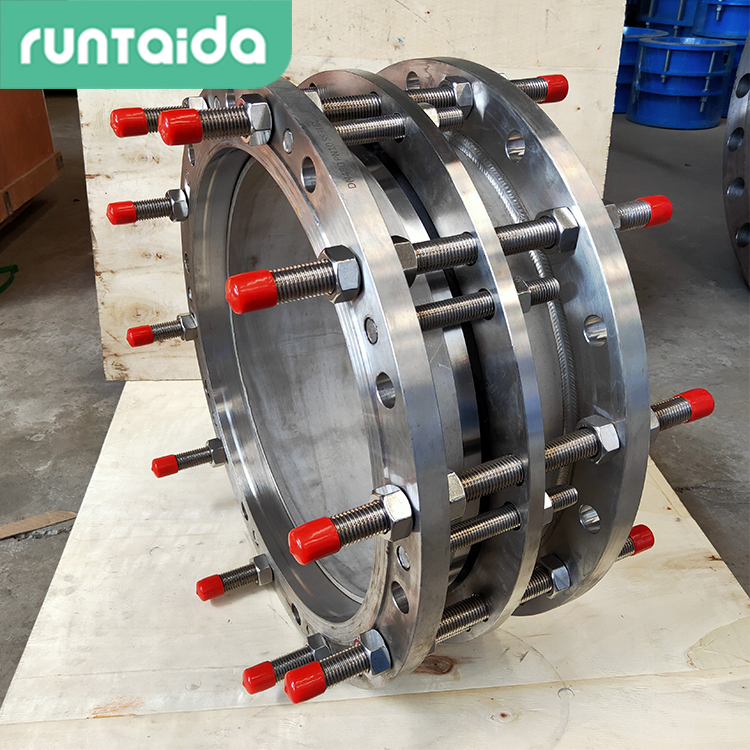
雙法蘭傳力接頭的安裝步驟:
1、先把中間壓蓋螺母松開,使密封圈處于幾乎不能工作狀態,然后再調整短管,調整的尺寸按1/2ΔL為最佳,再調整好接頭,并去掉螺柱的第一個螺母,使管道通心,并使螺柱的頭對準管道法蘭孔,便可進行一端安裝。
2、螺母加壓要對稱,逐步扭緊。
3、再安另一端法蘭,方法類推。
4、對稱逐漸壓緊壓蓋螺母,以適為可。
5、工作時,發現局部密封不嚴,可在局部壓緊壓蓋螺母 ,以不泄漏為止,兩端密封不嚴,逐步擰緊法蘭兩端螺母,至不漏為止。

|
序號 |
名稱 |
數量 |
材料 |
|
1 |
壓蓋 |
2 |
QT400-15、Q235A、ZG230-450、20 |
|
2 |
套筒 |
1 |
Q235A、20、16Mn |
|
3 |
密封圈 |
2 |
NBR |
|
4 |
限位短管 |
2 |
Q235A、20、16Mn |
|
5 |
螺母 |
Tn |
Q235A、35、1Cr18Ni9Ti |
|
6 |
長螺母 |
n |
Q235A、35、1Cr18Ni9Ti |
|
7 |
螺柱 |
n |
Q235A、35、1Cr18Ni9Ti |
- 上一篇:根據不同類型的伸縮接頭確定不同的安裝方法 2017/3/7
- 下一篇:傳力接頭在安裝時需要注意哪些問題 2017/3/6