

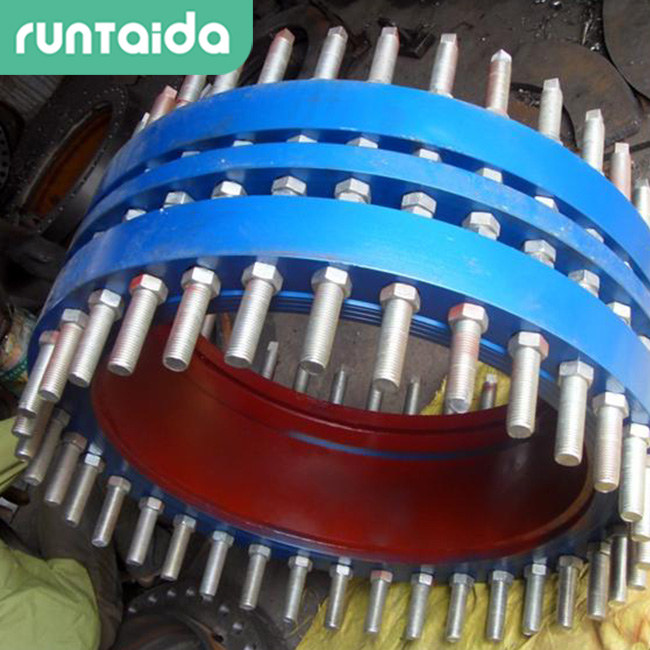









管路伸縮接頭法蘭鍛造的基本工序是什么
管路伸縮接頭的法蘭鍛造方式中,自由鍛是比較常用的一種方式,其基本工序是:
自由鍛造時,鍛件的形狀是通過一些基本變形工序將坯料逐步鍛成的。自由鍛造的基本工序有鐓粗、拔長、沖孔、彎曲和切斷等。
1.鐓粗是對原坯料沿軸向鍛打,使其高度減低、橫截面增大的操作過程。這種工序常用于鍛造齒輪坯和其他圓盤形類鍛件。鐓粗分為全部鐓粗和局部鍛粗兩種。
2.拔長是使坯料的長度增加,截面減小的鍛造工序,通常用來生產(chǎn)軸類件毛坯,如車床主軸、連桿等。
3.用沖子在坯料上沖出通孔或不通孔的鍛造工序。
4.使坯料彎曲成一定角度或形狀的鍛造工序。
5.管路伸縮接頭使坯料的一部分相對另一部分旋轉一定角度的鍛造工序。
6.管路伸縮接頭分割坯料或切除料頭的鍛造工序。
|
外徑接管Dw |
公稱通徑DN |
允許管端 |
伸縮量 |
允許轉角 |
最小長度 |
安裝長度 |
最大長度 |
配用螺栓 |
|
89 |
80 |
2680 |
20 |
17.90 |
90 |
100 |
110 |
12x60 |
|
108 |
100 |
3550 |
20 |
15.06 |
90 |
100 |
110 |
14x60 |
|
133 |
125 |
4620 |
20 |
13.05 |
95 |
105 |
115 |
14x60 |
|
159 |
150 |
5530 |
20 |
12.09 |
100 |
110 |
120 |
14x60 |
|
194 |
175 |
7370 |
20 |
10.51 |
100 |
110 |
120 |
16x60 |
|
219 |
200 |
9370 |
20 |
9.33 |
106 |
116 |
126 |
16x75 |
|
245 |
225 |
11750 |
20 |
8.36 |
112 |
122 |
132 |
16x80 |
|
273 |
250 |
14620 |
20 |
7.51 |
117 |
127 |
137 |
18x90 |
|
325 |
300 |
20680 |
20 |
6.32 |
120 |
130 |
140 |
18x100 |
|
377 |
350 |
27875 |
20 |
5.45 |
125 |
135 |
145 |
18x100 |
|
426 |
400 |
35600 |
20 |
4.80 |
130 |
140 |
150 |
18x110 |
|
480 |
450 |
45180 |
20 |
4.28 |
135 |
145 |
155 |
18x110 |
|
530 |
500 |
55120 |
20 |
3.88 |
140 |
150 |
160 |
18x120 |
|
630 |
600 |
65900 |
22 |
3.27 |
145 |
155 |
165 |
18x120 |
|
720 |
700 |
70170 |
22 |
2.86 |
150 |
160 |
170 |
20x120 |
|
820 |
800 |
84400 |
22 |
2.51 |
155 |
165 |
175 |
20x130 |
|
920 |
900 |
106200 |
22 |
2.24 |
160 |
170 |
180 |
20x130 |
|
1020 |
1000 |
116870 |
22 |
2.02 |
165 |
175 |
185 |
20x130 |
|
1220 |
1200 |
130600 |
24 |
1.69 |
170 |
180 |
190 |
22x140 |
|
1420 |
1400 |
146200 |
24 |
1.45 |
175 |
185 |
195 |
22x140 |
|
1620 |
1600 |
158300 |
24 |
1.27 |
180 |
190 |
200 |
22x140 |
|
1820 |
1800 |
166000 |
24 |
1.13 |
185 |
195 |
205 |
22x150 |
|
2020 |
2000 |
179000 |
24 |
1.01 |
190 |
200 |
210 |
24x150 |
|
2220 |
2200 |
187000 |
26 |
1.01 |
195 |
205 |
215 |
24x150 |
|
2420 |
2400 |
196000 |
26 |
1.01 |
200 |
210 |
220 |
24x150 |
|
2620 |
2600 |
206000 |
26 |
1.01 |
205 |
215 |
225 |
24x160 |
|
2830 |
2800 |
253300 |
26 |
1.01 |
210 |
220 |
230 |
27x160 |
|
3020 |
3000 |
260100 |
26 |
1.01 |
215 |
225 |
235 |
27x160 |
|
3220 |
3200 |
286900 |
26 |
1.01 |
220 |
230 |
240 |
27x180 |
- 上一篇:法蘭松套傳力接頭的包裝、運輸及貯存方式 2017/3/2
- 下一篇:根據(jù)安裝位置對雙法蘭伸縮接頭長度進行調(diào)整 2017/3/2